Request Demo
Last update 08 May 2025

Universitas Negeri Semarang
Last update 08 May 2025
Overview
Related
Target |
Mechanism |
Active Org. |
Originator Org. |
Active Indication |
Inactive Indication |
Drug Highest Phase |
First Approval Ctry. / Loc. |
First Approval Date |
NCT03899454
Randomized Clinical Trial of the Effect of G. Mangostana L Rind and Solanum Lycopersicum Fructus Extract to Prevent Exercise-induced Oxidative Stress
NCT03310450
Predictors of Cardiac Troponin Release After Tour de Borobudur 2017
100 Clinical Results associated with Universitas Negeri Semarang
Login to view more data
Login to view more data
31 Dec 2025Cogent Education
Students’ engagement in a hybrid classroom: a comparison between face-to-face and virtual environments
Author: Boon Zik Hong, Joseph ; Md Shamsudin, Nurshamshida ; Teoh, Sian Hoon ; Singh, Parmjit ; Hartono, Rudi
31 Dec 2025Materials Technology
Investigation of the influence of 3D printing parameters on the properties of interference screws made of PLA/PCL/HA biocomposite filaments
Author: Ammarullah, Muhammad Imam ; Ismail, Rifky ; Bayuseno, Athanasius Priharyoto ; Fitriyana, Deni Fajar ; Nugraha, Fariz Wisda
31 Dec 2025Cogent Food & Agriculture
Spatial distribution and environmental factors analysis of foot-and-mouth disease (FMD) in West Java, Indonesia
Author: Ismail, Arif ; Afriana, Nana Nur ; Lam, Kuok-Choy ; Dede, Moh. ; Husodo, Teguh ; Susilowati, Susilowati ; Sunardi, Sunardi ; Widiawaty, Millary Agung ; Susiati, Heni ; Sukriah, Erry
100 Deals associated with Universitas Negeri Semarang
Login to view more data
100 Translational Medicine associated with Universitas Negeri Semarang
Login to view more data
Corporation Tree
Boost your research with our corporation tree data.
login
or
Pipeline
Pipeline Snapshot as of 09 Dec 2025
The statistics for drugs in the Pipeline is the current organization and its subsidiaries are counted as organizations,Early Phase 1 is incorporated into Phase 1, Phase 1/2 is incorporated into phase 2, and phase 2/3 is incorporated into phase 3
Other
1
Login to view more data
Current Projects
Login to view more data
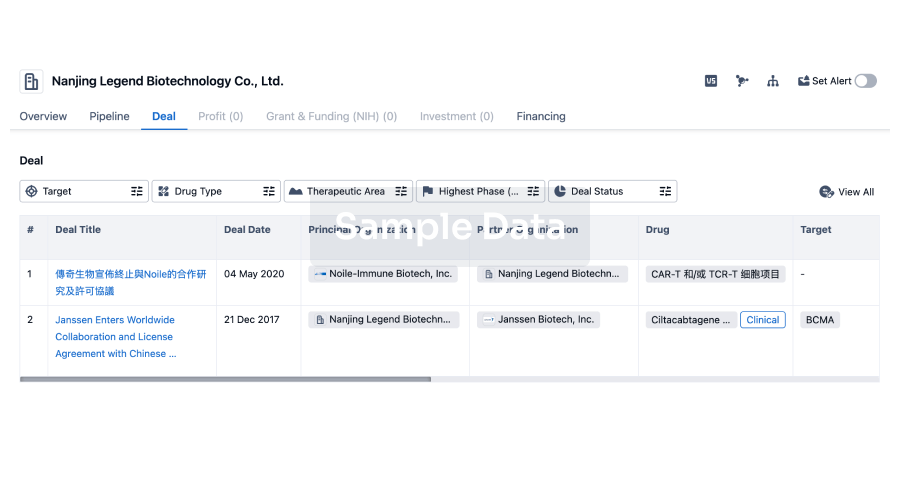
Deal
Boost your decision using our deal data.
login
or
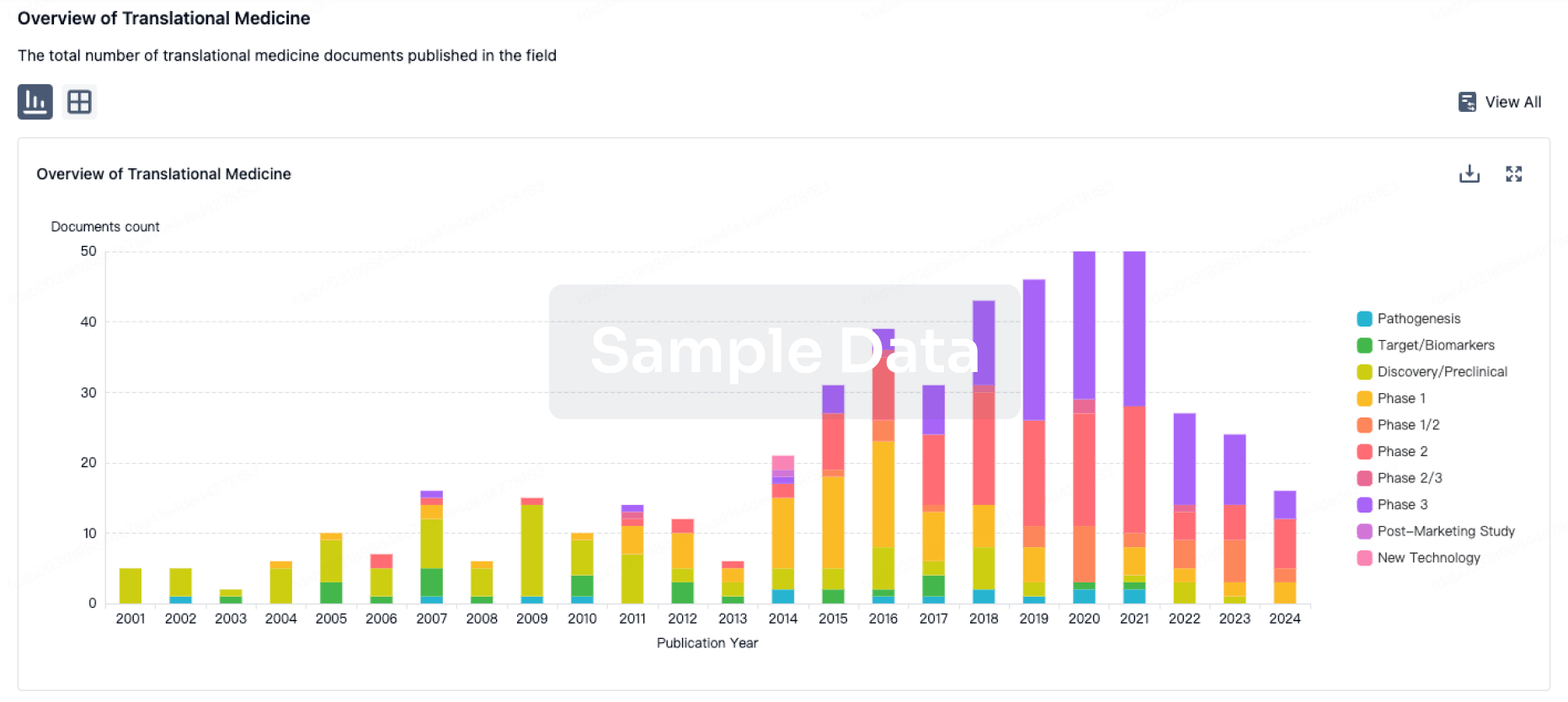
Translational Medicine
Boost your research with our translational medicine data.
login
or
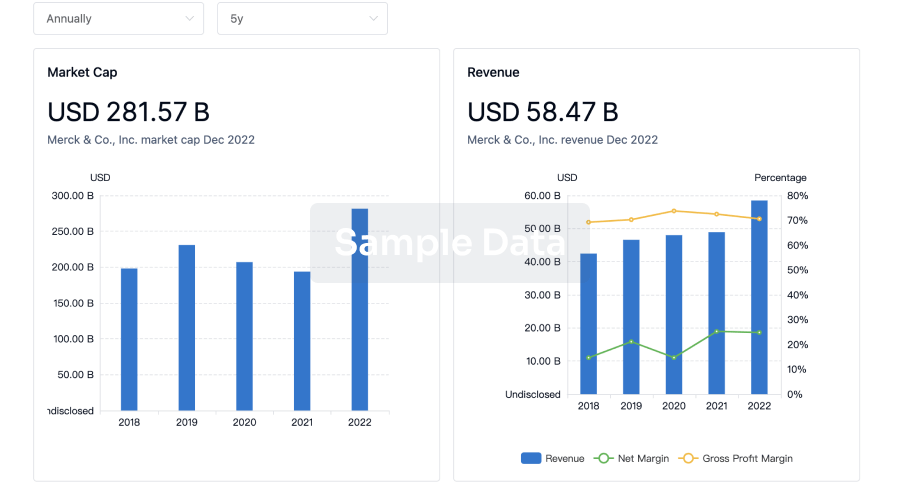
Profit
Explore the financial positions of over 360K organizations with Synapse.
login
or
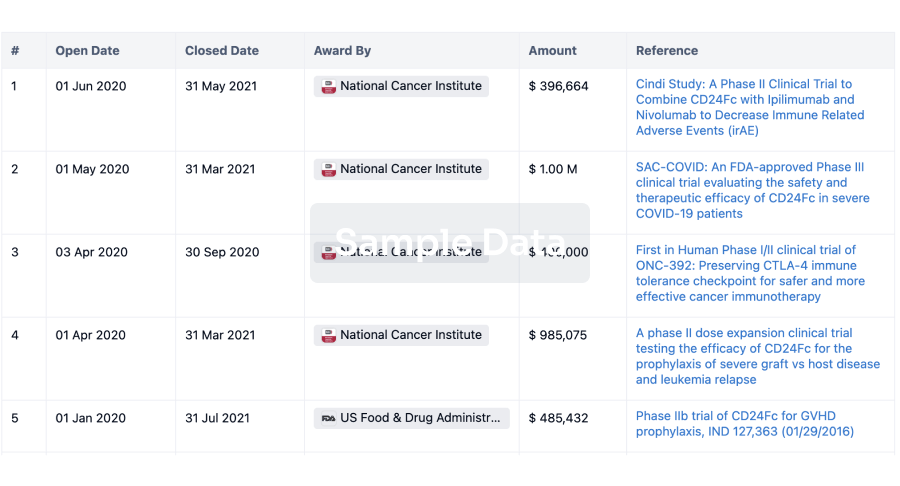
Grant & Funding(NIH)
Access more than 2 million grant and funding information to elevate your research journey.
login
or
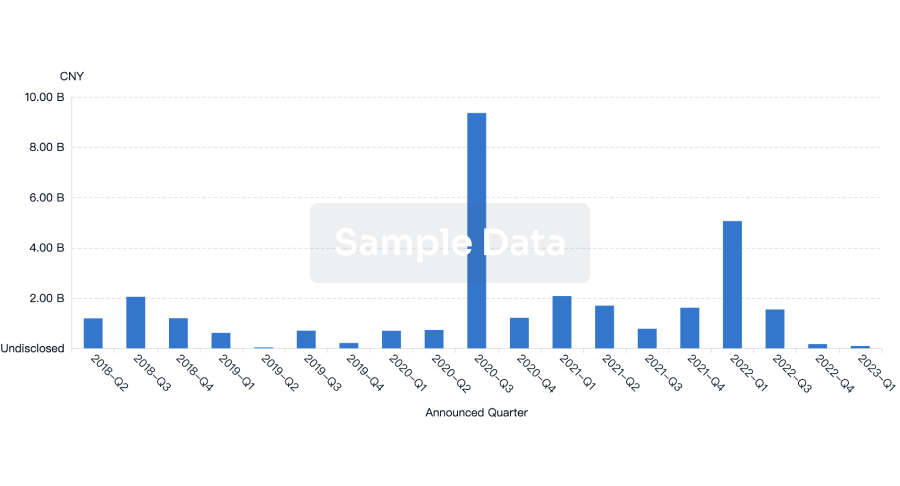
Investment
Gain insights on the latest company investments from start-ups to established corporations.
login
or
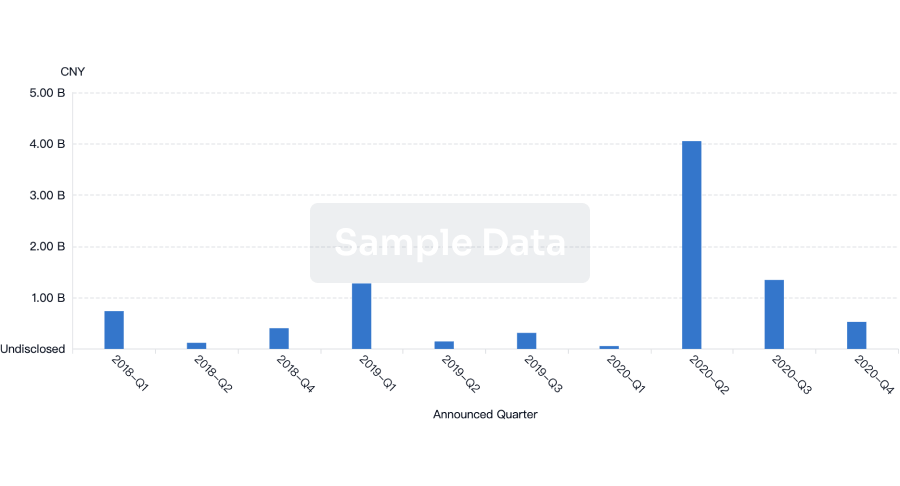
Financing
Unearth financing trends to validate and advance investment opportunities.
login
or
AI Agents Built for Biopharma Breakthroughs
Accelerate discovery. Empower decisions. Transform outcomes.
Get started for free today!
Accelerate Strategic R&D decision making with Synapse, PatSnap’s AI-powered Connected Innovation Intelligence Platform Built for Life Sciences Professionals.
Start your data trial now!
Synapse data is also accessible to external entities via APIs or data packages. Empower better decisions with the latest in pharmaceutical intelligence.
Bio
Bio Sequences Search & Analysis
Sign up for free
Chemical
Chemical Structures Search & Analysis
Sign up for free